-
Фотоволтаици, термопомпи, бойлери и мултисплит
- Фотоволтаици, крепежи и контролери
- Термопомпи Toshiba
- Термопомпи Carrier
- Аксесоари за термопомпи
- Мултисплит системи Toshiba
- Бойлери Toshiba
-
Бойлери TESY
- Електрически бойлери TESY - вертикални
- Електрически бойлери TESY - хоризонтални
- Електрически бойлери със серпентина TESY - вертикални
- Електрически бойлери със серпентина TESY - хоризонтални
- Вертикални бойлери TESY с две серпентини
- Високообемни бойлери TESY с една серпентина
- Буферни съдове TESY
- Бойлери TESY PROFI LINE
- Бойлери под/над мивка TESY
- Нагреватели и аксесоари
-
Пелетни котли и камини, коминни тела
- Пелетни котли
- Пелетни камини с водна риза
- Бойлери и буферни съдове
- Пелетни камини без водна риза
- Печки и камини на дърва
- Коминни тела емайлирани
- Коминни тела неръждавейка
- Неръждаеми гъвкави димоотводи
- Предпазни клапи за горелки
- Радиатори, лири, водни конвектори
-
Тръби и фитинги за отоплителни системи
- Медни тръби и фитинги
- Тръби с алуминиева вложка Pex-Al-Pex
- Фитинги за тръби с алуминиева вложка - система WATERBLOCK
- Фитинги за тръби с алуминиева вложка PEX/AL/PEX (24х19)
- Прес фитинги за тръби с алуминиева вложка Pex-Al-Pex (TIEMME)
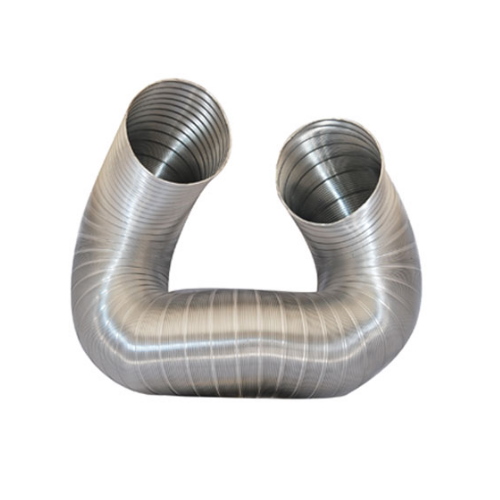
- Гофрирани неръждаеми тръби
- Фитинги за гофрирани неръждаеми тръби
- Пружини и калибратори
- Компресионни фитинги
- Аксесоари за соларни системи
- Системи за подово отопление и охлаждане
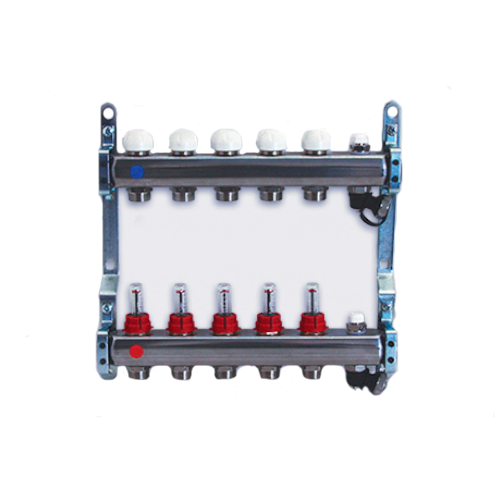
- Колектори, термо вентили, разширителни съдове
- Автоматика и контролери, UPS
- Помпи Grundfos и аксесоари
-
Водопроводни тръби и фитинги, водомери
-
PPR тръби и фитинги
- PPR тръби
-
PPR фитинги
- PPR колена
- PPR дъги
- PPR муфи
- PPR тройници
- PPR тапи и капи
- PPR редукции
- PPR преходи
- PPR скоби
- PPR кранове
- PPR трипътници
- PPR четирипътници
- PPR муфи редукции
- PPR универсален комплект за батерия
- PPR прехвърлящи дъги
- PPR колена с резба
- PPR тройници с резба
- PPR Холендри
- PPR тройници редуктивни
- PPR Изпускатели
- PPR Компенсатори
- PPR Втулки
- PPR Възвратни клапи
- Инструменти и аксесоари за PPR
-
Поцинковани тръби и фитинги
- Поцинковани тръби
-
Поцинковани фитинги
- Поцинковано коляно
- Поцинковано коляно нипел
- Поцинкован нипел
- Поцинкована муфа
- Поцинкован тройник
- Поцинкована кръстачка
- Поцинкована тапа
- Поцинкована капа
- Поцинкован холендер
- Поцинкован ВРН
- Поцинкован нипел редуктивен
- Поцинкована муфа редуктивна
- Поцинкована муфа нипел
- Поцинкован тройник редуктивен
- Поцинковано коляно редуктивно
- Поцинкован компенсатор
- Поцинкована бърза връзка (мъжка)
- Поцинкована бърза връзка (женска)
- Поцинкована водовземна скоба
- Поцинкована скоба за ремонт (малка)
- Поцинкована скоба за ремонт (голяма)
- РЕ тръби водопровод
- РР Фитинги за бърза връзка (БМВ)
- РЕ фитинги за ел. заварка
- РЕ фитинги за челна заварка
- Резбови водомери, модули и холендри за тях
- Фланшови водомери и модули за тях
-
PPR тръби и фитинги
- Тръбна изолация, ленти и гумени уплътнения
-
Спирателна арматура, фитинги хром и месинг
-
Сферични кранове
- Сферични кранове с холендър
- Сферични кранове с холендър - ъглови
- Сферични кранове с Т-дръжка Ж/Ж
- Сферични кранове с Т-дръжка М/Ж
- Сферични кранове с L-дръжка М/Ж
- Сферични кранове с L-дръжка Ж/Ж
- Сферични кранове за газ
- Мини сферични кранове М/Ж 1/2
- Мини сферични кранове 1/2" x Ф16
- Сферични кранове с изпускател
- Сферични кранове за източване
- Сферични кранове с термометър
- Възвратни клапи
- Смукатели с неръждем филтър
- Редуцир вентили TIEMME
- Автоматични пълначки TIEMME
- Месингови фитинги TIEMME
- Хромирани месингови фитинги TIEMME
- Ъглови кранове и канели
-
Сферични кранове
- Чугунена и пожарна арматура, хидранти, фланци
- Филтри и омекотители за вода
- Инструменти, крепежи, дискове, силикони, тефлонови ленти и калчища
-
Канализация, шахти, сифони
- Безшумни тръби и фитинги
- HTPP тръби и фитинги
-
PVC тръби и фитинги
- PVC тръби
-
PVC фитинги
- PVC Колена - 87,5°
- PVC Дъги - 67,5°
- PVC Дъги - 45°
- PVC Дъги - 30°
- PVC Дъги - 15°
- PVC Муфи
- PVC Разклонители - единични
- PVC Разклонители - двойни
- PVC Ревизии
- PVC Ревизии с възвратна клапа
- PVC Редукции
- PVC Тапи и Капи
- Противовакуумна клапа
- Вентилационни шапки
- Преход каменин
- Муфа компенсатор
- PVC Разклонители (седла)
- PVC шахти и капаци
- Напорно PVC и фитинги
- Линейни дренажни отводнители
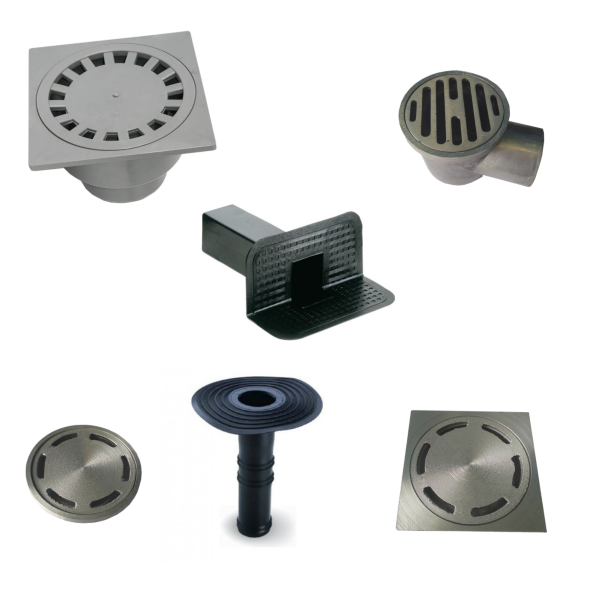
- Подови сифони
- Сифони за покрив
- Мазниноуловители / Каломаслоуловители
- Полиетиленови резервоари за вода
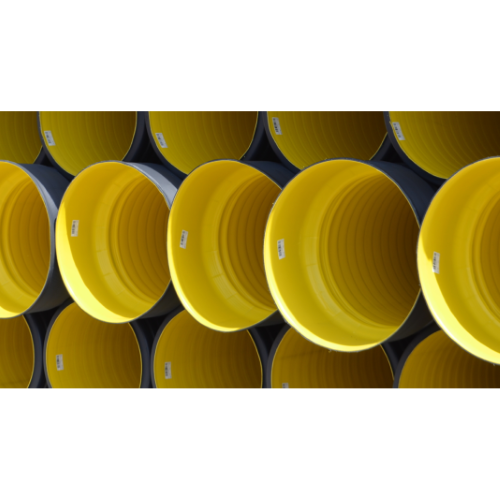
- Оребрени канализационни и дренажни тръби
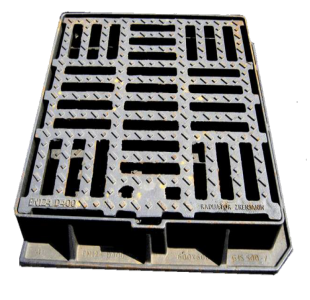
- Чугунени капаци и решетки
- Структури за вграждане и санитарен фаянс
- Сифони Confluo и аксесоари
- Чугунени барбекюта - barbecue.bg
-
ПРОМОЦИИ
- Диференциални термостати и управления за соларни системи - ПРОМОЦИЯ!
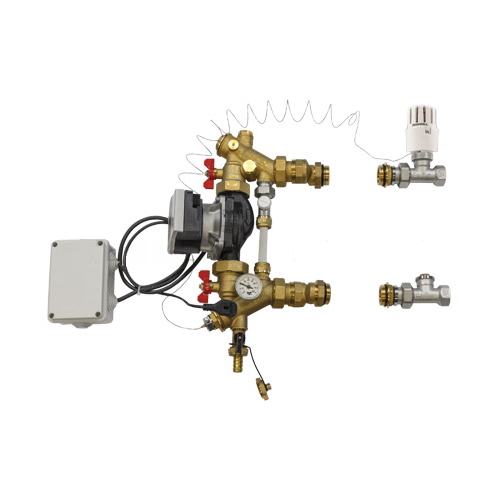
- Колектори и помпени групи за подово отопление - ПРОМОЦИЯ!
- Инструменти - ПРОМОЦИЯ!
- Батерии и смесители - ПРОМОЦИЯ!
- Умивалници и мивки - ПРОМОЦИЯ!
- Вентилатори - ПРОМОЦИЯ!
- Сферични кранове - ПРОМОЦИЯ!
- Смесители TIEMME - ПРОМОЦИЯ!
- Маркучи за капково напояване - ПРОМОЦИЯ
- Бойлери ЕЛДОМ - ПРОМОЦИЯ!






















































.png)





.jpg)